
Multicax铝板加工中心 点击次
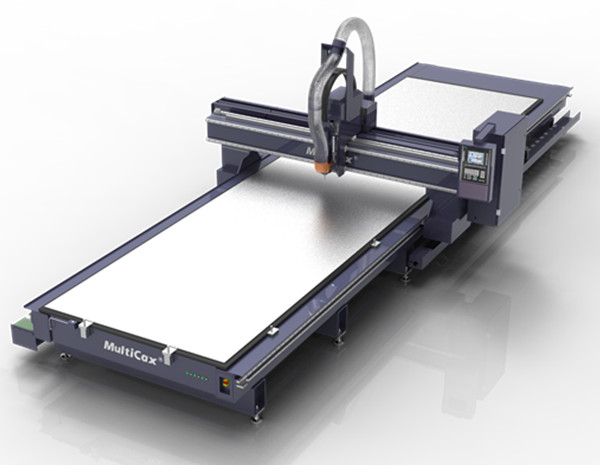
一、什么是铝板加工中心
工业用铝板通常需要切割、雕刻、铣形、打孔、开槽、开料等等一系列的加工。早在20世纪年代早期,这每一项加工都需要不同的设备来完成,厂家不仅需要大量投入资本来购买设备,而且还要投入大量人力资源来操作并维护这些设备,成本相当高昂,工作效率也非常低。为了解决这一系列的难题,加工中心便诞生了。加工中心是对工件一次装夹后进行多工序加工的数控机床,是一种高度机电一体化的数控机床。工件装夹后,数控系统能控制机床按不同工序自动选择、更换刀具、自动对刀、自动改变主轴转速、进给量等,可连续完成切割、雕刻、铣床、开槽、开料等多种工序,因而大大减少了工件装夹时间、测量和机床调整等辅助工序时间,对加工形状比较复杂,精度要求较高,品种更换频繁的零件具有良好的经济效果。“铝板加工中心”是加工中心的一种,它是针对铝板深加工专业设计生产的设备。
二、铝板加工中心特点
1、铝板加工中心是由电脑控制的一种数控机床,它支持CAD/CAM软件,使得加工铝板变得更智能化。比如,我们现在需要加工一个圆形工件或者各种角度的工件出来,那么我们只需要在电脑上编制好加工这种圆或方形工件的CAD图,然后启动电脑加工就ok了。而在以往,我们使用普通的设备加工时则需要负责的数控编程,这就使得厂家需要高级技工才能得以使用设备。这无疑给广大厂家增加了负担,提高了产品的生产成本。现在,你只需要一名普通的操作工,只有会制作CAD图纸就可以了。
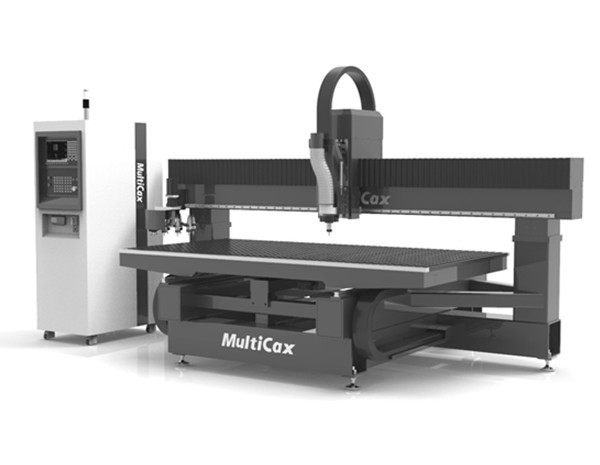
2、它配有高真空吸附工作台面,能够牢牢吸住铝板。这样一来,在加工过程中铝板就不会动,这就使得加工的精度提高了,当然生产质量就会大幅提高。而以往,正是没有这种装夹系统,困扰了世界广大人民很多年。如今,由于装夹原因导致的加工误差偏大的问题得以解决了。
3、铝板加工中心配有智能的换刀系统。在加工过程中心,我们加工铝板可能需要多种刀具配合使用才能加工出更为复杂的铝件,这个过程需要换刀,以往,我们都是采用手工换刀的方法,非常麻烦,效率低。而且,还会因为换刀导致加工误差,造成产品质量下降。有了这种智能的换刀系统,就使得操作设备更为轻松了,整个加工流程都是电脑控制,效率高。
4、与普通的加工中心不同,它是针对铝板深加工的专用设备,对于各种厚度,各种大小、各种型号的铝板都可以加工。而普通的加工中心或雕刻机加工铝板则会出现毛刺,抖纹等现象,使用专用的铝板加工中心可以解决这一难题。
三、铝板加工中常规参数
铝板加工中心常规型号有2种,1是5000型,2是4000型。5000型是配置高档的铝板加工中心,4000型也是相当不错的铝板加工中心,它具有5000型所有的功能,只是加工速度稍慢,但经济实惠。
5000型铝板加工中心参数:
重复精度 Repeatability (+/- mm) 0.05
最大切割速度 Cutting Speed (mm/min) 30000
往返最高速度 Rapid Traverse (mm/min) 45000
横梁到夹具工作面高度 Z-Axis Clearance (mm) 200
Z轴行程 Z-Axis Travel (mm) 320
加工面积 Working Area (mm×mm) 5103:1270×2540 5204:1524×3048

5000型
4000型铝板加工中心参数:
重复精度 Repeatability (+/- mm) 0.05
最大切割速度 Cutting Speed (mm/min) 25000
往返最高速度 Rapid Traverse (mm/min) 30000
横梁到夹具工作面高度 Z-Axis Clearance (mm) 150
Z轴行程 Z-Axis Travel (mm) 250
加工面积 Working Area (mm×mm) 4103:1270×2540
4204:1524×3048
4304:2000×3000
4306:2000×4000
4308:2000×5000
4408:2500×5000
四、铝板加工中心加工过程中常用的命令
1.TURN ON POWER(打开电源)
power on/off开关——旋钮设在电柜箱上。把它旋转到ON的位置。
2.FIND HOME(寻找机械原点)
寻找机械原点(0,0)。先按下SHIFT键,然后按GO HOME热键。控制面板将显示“Finding Home & 1dots;”
3.INSERT CUTTER(装刀)
把所需型号的刀具装入夹头确保刀具夹紧
4.SET HOME(设置原点)
按“上下左右”键把刀具中心设置在材料表面的右脚。如果有必要可以按FAST KEY(加速键),来加快移动速度。按SET HOME热键设置原点。
控制面板显示“Home 0 Set”
5.打开真空台面。(如有真空吸附装置)
6.SET SURFACE(设置台面)
把工件装夹紧固之后,按“上下左右”移动电机,可以把刀尖定位在材料上面的任何一点。按SET SURFACE 热键。按Z轴向下移动刀具到恰当位置。把平面测试块平放在刀具和被切割材料的之间。按ZERO(0)键来执行自动平面测试程序。
注意:一旦按下ZERO(0),Z轴会缓慢的向下移动直到刀具接触到平面测试块,然后刀具再自动向上提升。
当刀具在最高点时,屏幕显示“Lifting..&1dots;”——屏幕显示“Surface Set”
7.SET MAX DEPTH(设置最大深度)
按下 CUT DEPTH 热键执行最大深度设定。
把平面测试块放在工作台上或放在要求的最大深度位置。按Z轴向下移动刀具到恰当位置。按ZERO键执行自动设置最大深度。
注意:一旦按下ZERO,Z轴会缓慢的向下移动直到刀具接触平面测试块,然后刀具再自动向上移动。
当刀具在最高点时,屏幕显示“Lifting..&1dots;”——屏幕显示“Max Depth Set”
8.2D加工参数设置
9.DNC
在选择DNC之前确认在计算机中已运行按MX32应用程序中的DNC。按DNC热键,屏幕将显示DNC所在的子目录路径。按“上下左右”键直到光标移动到您所选取子目录的第一个字母上。
屏幕显示“Press Start to begin or Cancel to abort”
按ENTER屏幕将显示可用的CNC文件。按“上下左右”直到光标移动到您所需要执行的文件的第一个字母上。按ENTER
屏幕显示“Press Start to begin or Cancel to abort”
按START开始执行文件,或CANCEL退出。
10.打开集尘器(如有)
11.START(开始)
五、铝板加工中心日常维护
每日保养
每天都要清洗干净。必须吹掉或吸掉机器上所有的小碎片。尤其应注意机械传动的地方,如果有碎片在其中,有可能回导致停机故障。
每周保养
每周都应彻底的清理干净。控制箱中的过滤网应用吸尘器清理。任何积在齿轮和齿条上的东西都应吸出。Z轴丝杆应当用MultiCam原装润滑油润滑。不要用WD-40润滑油去润滑Z轴丝杆。如果Z轴丝杆有TEFLON涂层,不用润滑!
每月保养
在每日和每周清洗的基础上,齿轮每月需用清洗刷和去油器清理一次。齿轮清洗干净之后,用锂基油脂润滑。MultiCam工具箱中备有一瓶专用润滑油。
每季保养
每季度应把X轴和Y轴的保护盖打开,检查传动和减速器的磨损。确认每一个齿轮都能正常工作并连接没有松动。检查工作台面顶部螺栓,确保他们都连接紧固。
年保养
所有传动皮带每年更换一次,同时Z轴的螺套也必须每年更换一次。
工业用铝板通常需要切割、雕刻、铣形、打孔、开槽、开料等等一系列的加工。早在20世纪年代早期,这每一项加工都需要不同的设备来完成,厂家不仅需要大量投入资本来购买设备,而且还要投入大量人力资源来操作并维护这些设备,成本相当高昂,工作效率也非常低。为了解决这一系列的难题,加工中心便诞生了。加工中心是对工件一次装夹后进行多工序加工的数控机床,是一种高度机电一体化的数控机床。工件装夹后,数控系统能控制机床按不同工序自动选择、更换刀具、自动对刀、自动改变主轴转速、进给量等,可连续完成切割、雕刻、铣床、开槽、开料等多种工序,因而大大减少了工件装夹时间、测量和机床调整等辅助工序时间,对加工形状比较复杂,精度要求较高,品种更换频繁的零件具有良好的经济效果。“铝板加工中心”是加工中心的一种,它是针对铝板深加工专业设计生产的设备。
二、铝板加工中心特点
1、铝板加工中心是由电脑控制的一种数控机床,它支持CAD/CAM软件,使得加工铝板变得更智能化。比如,我们现在需要加工一个圆形工件或者各种角度的工件出来,那么我们只需要在电脑上编制好加工这种圆或方形工件的CAD图,然后启动电脑加工就ok了。而在以往,我们使用普通的设备加工时则需要负责的数控编程,这就使得厂家需要高级技工才能得以使用设备。这无疑给广大厂家增加了负担,提高了产品的生产成本。现在,你只需要一名普通的操作工,只有会制作CAD图纸就可以了。
2、它配有高真空吸附工作台面,能够牢牢吸住铝板。这样一来,在加工过程中铝板就不会动,这就使得加工的精度提高了,当然生产质量就会大幅提高。而以往,正是没有这种装夹系统,困扰了世界广大人民很多年。如今,由于装夹原因导致的加工误差偏大的问题得以解决了。
3、铝板加工中心配有智能的换刀系统。在加工过程中心,我们加工铝板可能需要多种刀具配合使用才能加工出更为复杂的铝件,这个过程需要换刀,以往,我们都是采用手工换刀的方法,非常麻烦,效率低。而且,还会因为换刀导致加工误差,造成产品质量下降。有了这种智能的换刀系统,就使得操作设备更为轻松了,整个加工流程都是电脑控制,效率高。
4、与普通的加工中心不同,它是针对铝板深加工的专用设备,对于各种厚度,各种大小、各种型号的铝板都可以加工。而普通的加工中心或雕刻机加工铝板则会出现毛刺,抖纹等现象,使用专用的铝板加工中心可以解决这一难题。
三、铝板加工中常规参数
铝板加工中心常规型号有2种,1是5000型,2是4000型。5000型是配置高档的铝板加工中心,4000型也是相当不错的铝板加工中心,它具有5000型所有的功能,只是加工速度稍慢,但经济实惠。
5000型铝板加工中心参数:
重复精度 Repeatability (+/- mm) 0.05
最大切割速度 Cutting Speed (mm/min) 30000
往返最高速度 Rapid Traverse (mm/min) 45000
横梁到夹具工作面高度 Z-Axis Clearance (mm) 200
Z轴行程 Z-Axis Travel (mm) 320
加工面积 Working Area (mm×mm) 5103:1270×2540 5204:1524×3048
5000型
4000型铝板加工中心参数:
重复精度 Repeatability (+/- mm) 0.05
最大切割速度 Cutting Speed (mm/min) 25000
往返最高速度 Rapid Traverse (mm/min) 30000
横梁到夹具工作面高度 Z-Axis Clearance (mm) 150
Z轴行程 Z-Axis Travel (mm) 250
加工面积 Working Area (mm×mm) 4103:1270×2540
4204:1524×3048
4304:2000×3000
4306:2000×4000
4308:2000×5000
4408:2500×5000
四、铝板加工中心加工过程中常用的命令
1.TURN ON POWER(打开电源)
power on/off开关——旋钮设在电柜箱上。把它旋转到ON的位置。
2.FIND HOME(寻找机械原点)
寻找机械原点(0,0)。先按下SHIFT键,然后按GO HOME热键。控制面板将显示“Finding Home & 1dots;”
3.INSERT CUTTER(装刀)
把所需型号的刀具装入夹头确保刀具夹紧
4.SET HOME(设置原点)
按“上下左右”键把刀具中心设置在材料表面的右脚。如果有必要可以按FAST KEY(加速键),来加快移动速度。按SET HOME热键设置原点。
控制面板显示“Home 0 Set”
5.打开真空台面。(如有真空吸附装置)
6.SET SURFACE(设置台面)
把工件装夹紧固之后,按“上下左右”移动电机,可以把刀尖定位在材料上面的任何一点。按SET SURFACE 热键。按Z轴向下移动刀具到恰当位置。把平面测试块平放在刀具和被切割材料的之间。按ZERO(0)键来执行自动平面测试程序。
注意:一旦按下ZERO(0),Z轴会缓慢的向下移动直到刀具接触到平面测试块,然后刀具再自动向上提升。
当刀具在最高点时,屏幕显示“Lifting..&1dots;”——屏幕显示“Surface Set”
7.SET MAX DEPTH(设置最大深度)
按下 CUT DEPTH 热键执行最大深度设定。
把平面测试块放在工作台上或放在要求的最大深度位置。按Z轴向下移动刀具到恰当位置。按ZERO键执行自动设置最大深度。
注意:一旦按下ZERO,Z轴会缓慢的向下移动直到刀具接触平面测试块,然后刀具再自动向上移动。
当刀具在最高点时,屏幕显示“Lifting..&1dots;”——屏幕显示“Max Depth Set”
8.2D加工参数设置
9.DNC
在选择DNC之前确认在计算机中已运行按MX32应用程序中的DNC。按DNC热键,屏幕将显示DNC所在的子目录路径。按“上下左右”键直到光标移动到您所选取子目录的第一个字母上。
屏幕显示“Press Start to begin or Cancel to abort”
按ENTER屏幕将显示可用的CNC文件。按“上下左右”直到光标移动到您所需要执行的文件的第一个字母上。按ENTER
屏幕显示“Press Start to begin or Cancel to abort”
按START开始执行文件,或CANCEL退出。
10.打开集尘器(如有)
11.START(开始)
五、铝板加工中心日常维护
每日保养
每天都要清洗干净。必须吹掉或吸掉机器上所有的小碎片。尤其应注意机械传动的地方,如果有碎片在其中,有可能回导致停机故障。
每周保养
每周都应彻底的清理干净。控制箱中的过滤网应用吸尘器清理。任何积在齿轮和齿条上的东西都应吸出。Z轴丝杆应当用MultiCam原装润滑油润滑。不要用WD-40润滑油去润滑Z轴丝杆。如果Z轴丝杆有TEFLON涂层,不用润滑!
每月保养
在每日和每周清洗的基础上,齿轮每月需用清洗刷和去油器清理一次。齿轮清洗干净之后,用锂基油脂润滑。MultiCam工具箱中备有一瓶专用润滑油。
每季保养
每季度应把X轴和Y轴的保护盖打开,检查传动和减速器的磨损。确认每一个齿轮都能正常工作并连接没有松动。检查工作台面顶部螺栓,确保他们都连接紧固。
年保养
所有传动皮带每年更换一次,同时Z轴的螺套也必须每年更换一次。



主页 关于Multicax 产品中心 视频中心 行业应用 雕刻机 联系我们 Multicax blog 站长统计
Copyright1987-2018 上海鼎迪数控设备有限公司(Multicax销售中心) www.multicam.net.cn 沪ICP备2020029656号-1
提升企业核心竞争力,从使用“Multicax -- 加工中心”开始!详情请咨询:021-57631639